
工程案例


热门资讯

咨询热线:
0532-85136159
手机:13475820929
传真:0532-86158311
邮 箱:sales@qdhstpwj.com
地址: 山东省青岛市黄岛区鲁山路187号

树脂砂生产线,树脂砂再生线
- 所属分类:砂处理设备系列
- 产品简介:青岛华盛泰抛丸机提供抛丸清理机、喷砂机、喷砂房、喷丸机、路面抛丸机、通过式抛丸机、吊钩式抛丸机、履带式抛丸机等一系列产品,为您量身打造全套抛喷砂系统解决方案,让您无后顾之忧!
- 咨询热线:0532-85136159
-








产品详情
联系我们
青岛华盛泰专业生产树脂砂生产线、树脂砂再生线,本设备将用过的旧砂快,经过破碎、风选、磁选 , 再生 ( 脱膜 ) 等工艺,使旧砂再次能够使用。是目前使用树脂砂造型的必备设备。 成套再生设备包括:砂块破碎机、磁选机、振动筛、 再生机、砂温调节器、除尘系统、管路系统和控置系统等.
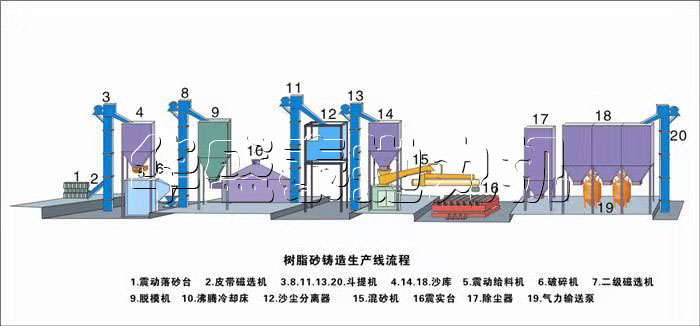
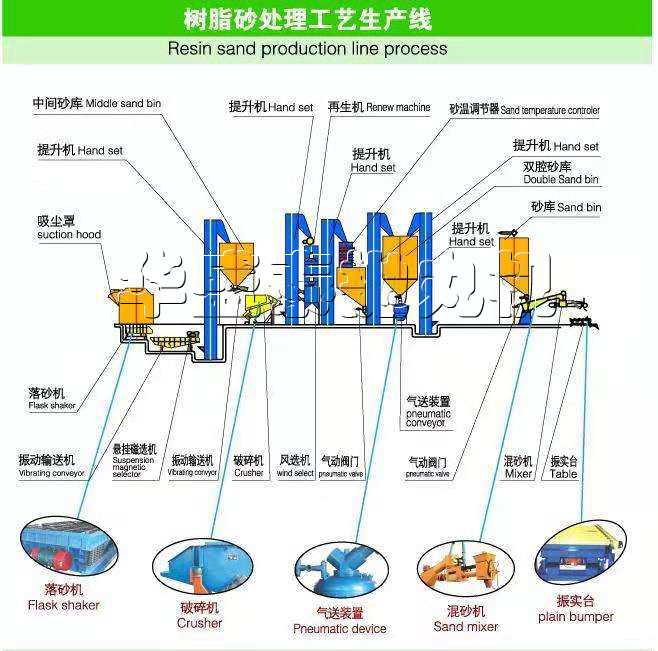
树脂砂生产线的工艺流程:
浇注后的砂箱及铸件由行车吊至惯性振动落砂机上,经落砂处理后,铸件运到清铲车间,砂箱运至砂箱库备用。大块夹皮,冒口由人工分拣,通过落砂栅格的砂子、砂团以及小块冷铁落至磁选皮带机,经磁选后输送至多功能振动破碎再生机进行破碎、脱膜、筛分,经过筛分后的砂子进1#斗式提升机,由提升机提升至离心转子二级再生机进行强力再生,充分脱膜。混合着微粉、灰尘、树脂膜的再生砂经流砂槽流入流幕式风选机,风选机连接着旋风除尘器及脉冲式反吹除尘器,将微粉、灰尘去除。
再生砂再经2#斗式提升机提升至砂库备用。移动双臂式连续树脂砂混砂机上方进料口由气动闸板与砂库下方出砂口相连,按下混砂机电控箱混砂按扭后,气动闸板自动打开,定好量的砂子由砂库流入混砂机。在混砂机中砂子经螺旋片向前输送至混砂开始端,自近端控制阀加入固化剂,经小叶片搅拢预混至后面的近端阀加入树脂,进入混砂端。固化剂、树脂、再生砂充分混匀后送至前端出料口自动流入准备好的砂箱内用于造型、制芯。此设备由进口PLC(编程可控)控制自动化性能卓越,适用于树脂砂工艺的中小铸造企业。
树脂砂生产线的基本参数:
1、S3305破碎机
2、S524Ⅲ贯通式磁选机
A.生产率:7~15t/h B.滚筒直径:250mm
C.磁选宽度:180mm D.功率:0.37KW
3、S524ⅣC离心转子二次二级再生机
A.生产率 5t/h B.功率 2x11kw
C.噪声 ≤85dB(A)
4、S524Ⅶ型斗式提升机
A. 生产率: 5t/h B. 斗宽: 146mm
C. 带宽: 170mm D. 功率: 1.5kw
5、S255L移动双臂连续式树脂砂混砂机
该机采用PLC控制,树脂采用齿轮泵,固化剂采用意大利进口隔膜泵输料,且直流调速;固化剂系统采用PVC耐腐材料制造;大臂螺旋输送,小臂为对开式结构,叶片可完全裸露,易于清理。小臂衬板为耐磨衬板,材料为不锈钢,使用寿命长。
A.生产率: 5t/h B.出砂口距地面高度: 1400mm
C.大臂回转半径: 2200mm D.混砂搅笼回转半径: 1200mm
E.大臂搅笼减速电机: 2.2Kw F.混砂搅笼电机: 5.5Kw
G.树脂泵电机: 0.4KW H.固化剂泵电机: 0.4KW
6、除尘系统。
树脂砂生产线的操作规程
树脂砂生产线操作规程(注意事项)
一、操作工对生产线的认知
1、生产线的构成:包括落砂系统、破碎系统、再生系统、砂调统、气送系统、除尘系统等。
2、系统的分法:前一砂库下料位到下一砂库上料位所包含的设备即为一个系统。
3、设备起停总原则:倒开顺关,空载起停。倒开顺关指受砂方设备先开,停时按进砂方向停止。空载起停指设备在起停时要求空载不能有砂。
二、生产线的构成
1、落砂系统:主要包括落砂机、震动输送机、磁选机、1#斗提机、1#砂斗上料位。
2、破碎系统:主要包括1#砂斗下料位、振动给料机、破碎机、冷却分离机、提升机、砂库上料位。
3、再生系统:主要包括砂库下料位、磁选机、再生机、风选机、斗提机、砂库上料位。
4、砂调系统:主要包括砂温调节器、冷却塔风机、循环水泵、斗提机、温控仪等。
5、气送系统:主要包括砂库闸门、罐闸门、发送阀、增压器、截止阀等
三、生产操作
首先检查水源、电源、气压是否正常。(电源三相380V,气源压力至少在0.6MP)
1、落砂系统
⑴、开机前准备
①、认真检查每台振动电机固定螺栓是否松动;引出线绝缘是否损坏;台面及框架有无断裂;弹簧如断裂应及时更换;电机是否需要补充润滑脂;发现问题应及时处理或汇报有关人员。
②检查振动输送机电机固定螺栓是否松动、引出线绝缘是否损坏,发现问题应及时处理或汇报有关人员。
③检查磁选机是否有螺栓松动、皮带松动或跑偏现象。
④检查1#斗提机进料口是否通畅,打开检查门,检查内部是否卡阻或堵料;检查料斗是否跑偏和碰撞机壳,检查环链螺栓是否松动,传动皮带是否松弛。
⑵、操作
①、手动操作:将〈落砂系统手动/自动〉旋钮开关调至“手动”位置,按〈开车报警〉→启动落砂除尘风机→1#斗提机→磁选机→沸腾风机→沸腾是电机→1#振动输送机→落砂机。停机时待落砂完后先停落砂机→振动输送机→沸腾电机→沸腾风机→磁选机→1#斗提机→落砂除尘风机。*(其间隔时间由操作者自己控制,一般要求大电机启动后视电网压降情况来定)注:正常情况下严禁使用手动。
②自动操作:将〈旧砂系统手动/自动〉旋钮开关调至“自动”位置,按〈开车报警〉→启动落砂除尘风机→启动〈自动启动〉即可。停车时按下〈自动停止〉即可。
⑶、注意事项
①落砂机严禁频繁起动和制动,间隔周期应大于5min,否则制动变压器易烧。
②严禁振动电机周围堆积热砂,落砂后的热砂应及时清理,否则电机无法散热易损坏。
③落砂后的热砂应及时运走,严禁在砂斗内储存热砂。
④落砂速度与输送速度要相匹配。当落砂量大于输送量时,输送式落砂机输送设备会向外溢砂;底落式落砂机下方受料斗会把落砂机托起使落砂机无减振损坏振动体或受料斗。
⑤落砂系统所有设备必须启动完后,才能启动落砂机。
⑥ 在落砂机没启动之前严禁加砂。
⑦落砂机和振动输送槽的偏心振动机构要及时注油,每15天注油一次,每三个月清洗更换新润滑脂。电机要半年对轴承更换润滑脂一次。
⑧启动顺序是先开鼓风机再开振动电机,停车时应先停振动电机再停鼓风机。这样可避免砂子过多的掉入气室中。
⑴、开机前准备
①、检查振动给料机减振弹簧是否损坏、紧固螺栓是否松动、排料口是否通畅。
②、检查砂块破碎机周围积砂是否清理干净、紧固螺栓是否松动、筛框上的孔是否破损和堵塞、弹簧是否异常,检查机内是否有残余砂团、杂物等,发现问题应及时处理或汇报有关人员。
③、检查斗提机进料口是否通畅,打开检查门,检查内部是否卡阻或堵料;检查料斗在输送带上位置是否正确,紧固是否可靠,是否有偏斜和碰撞机壳,传动皮带是否松弛。
④检查再生机油箱油位是否在正常范围内,转子盘内是否有如螺钉、扳手等异物;上、中、下挡圈磨损是否严重,如严重应及时更换,传动皮带是否松弛
⑵、操作
①、手动操作顺序:将〈破碎系统手动/自动〉旋钮开关调至“手动”位置,按〈开车报警〉→启动再生除尘风机(如果再生除尘风机已启动,不需要此步骤)→1#气送自动启动→1#再生油泵2→1#再生机2→1#再生油泵1→1#再生机1→2#斗提机1→强磁1→1#破碎机→1#双闸门1→1#双闸门2。停机顺序相反。*(其间隔时间由操作者自己控制)注:正常情况下严禁使用手动。
②、自动操作:将<破碎再生系统手动><自动启动按钮>,破碎再生系统顺序启动。(启动和停止时间自动间隔)。*(2#砂斗满自动停止破碎再生系统)
⑶、注意事项
1,破碎机要注意定时清理,否则珊格板易堵塞影响下砂。
2,过砂量不能超过再生机负荷,否则电机会超载保护空开掉闸断电。
3,风选分离机根据再生砂的粒度、耐火度及树脂的加入量调整风量的大小及风幕的薄厚。
5、砂调系统
⑴、开机前准备
①、检查砂温调节器汽缸、料位计是否工作可靠,水、气压是否在正常范围内。
②、检查砂调大闸门是否灵活、气动压力是否在正常范围内、出料是否通畅。
⑵、操作
①、手动操作顺序:将〈砂调系统手动/自动〉旋钮开关调至“手动”位置,按〈开车报警〉砂调大闸门(必须保证砂调中料位有砂时才能打开此闸门)。(其间隔时间由操作者自己控制)注:正常情况下严禁使用手动。
②、自动操作:将〈砂调系统手动/自动〉旋钮开关调至“自动”位置,先按〈开车报警〉→然后按“砂调系统”〈自动启动〉 按钮。其间砂温超过砂温设定值时,砂调大闸门自动关闭,且启动循环水泵→冷却塔风机;砂温低于砂温设定值时自动停止循环水泵和冷却塔风机。另外中料位无料时砂调大闸门也自动关闭。
当夏天砂温降不下来时开启冷却机组
⑶、注意事项
1、操作时砂调器上砂斗下料位无料,调节闸门不应打开(手动、自动相同)。
2、正常情况下严禁手动让砂直接通过砂温调节器,否则会将冷却水管磨漏,造成整屉冷却段报废的恶性事故。尤其是砂冬季不需降温时更需加强管理。
3、定期检查料位计,防止出现故障磨漏冷却水管。
5、气送系统
⑴、开机前准备
①、检查气动压力是否0.5-0.7Mpa范围内。
②、检查气水滤清器是否积水,如有积水应及时排出。
③、检查增压器是否有漏气、电磁阀是否有不工作现象
⑵、操作:
开罐闸门→开自动门→(进砂)罐料位计显示有料→关自动门→关罐闸门→开发送阀→开增压器→等压力继电器下限动作时停发送阀→增压器。(手动和自动顺序相同)
⑶、注意事项
①、检查发送器密封是否完好,是否有漏气现象;进出料是否通畅。
②、检查卸料器排料是否通畅。
③、检查自动门是否灵活;气动压力是否在正常范围内;出料是否通畅。
④、检查电接点压力表信号是否正常(设定压力大小试距离远近而定。设定过高可能砂发送不完;设定过低可能砂发送完还一直工作,浪费气源)。
⑤、检查发送罐料位信号是否正常。
6、混砂机
⑴、检查液料桶内是否清洁及上方砂库是否干净,检查完后方可在砂库内加砂,液料桶内加入适量液料需把液料箱下截门
⑵、通过设备的承载能力来确定加砂闸门开启的大小。如10T设备大电控盘上的转向开关转到测量位置(计时)PLC内时间已设置为10秒,旋转加砂闸门旋钮到砂闸门打开位置,待准备结束后,启动设备。在出砂口用容器接砂,待砂流完后用称来称是否达到10吨/小时砂量,经几次调整到合适砂后一定要把加砂闸板气缸后的调节螺母锁死使砂量稳定。
⑶、液料调整,液料的加入量的多少是由液料泵电机的转速决定的,液料泵电机的转速是由变频器或调速器所输入数据决定的。因此,通过对变频器或调速器数据调整来实现液料加入量的多少,具体操作:
①、首先把电控盘的操纵方式放在手动位置上分别开固化泵、树脂泵,使回流和出液管路充满液料不得有气泡现象。
②、把操纵方式在电控柜上转换成测量(计时)位置,把所需测量的液料如树脂剂的阀开关在开的位置,用容器接好出液口待自动准备后接下启动的按钮,液料流出10秒钟关闭。称重是否符合用户的工艺要求,应为1000kg/36×工艺要求树脂的值%。通过调节变频器或调速器的树脂获得准确量,调整固化剂同树脂的方法相同,量的大小应为1000kg/36×工艺要求树脂的值%×工艺要求固化剂的值%。
⑷、每班需清理混砂槽及叶片上的粘砂。
⑸、每班需检查混砂叶片、衬套及推进螺旋的磨损情况,发现问题及时汇报处理。
⑹、每班需检查液料系统有无漏气液料不均现象,发现问题及时汇报处理。
7、除尘
①、振打或反吹式除尘器排灰时注意风机开时振打电机和反吹电机不可开,否则影响排尘效果。时间可视粉尘含量而定。
②、脉冲式除尘器注意每班必须人工清灰。
③、每星期检查布袋联接情况,防止布袋脱落排尘超标。
④、除尘器工作时严禁在生产线中使用焊接设备,否则易吸入火星烧穿布袋。
⑤、风量调节门定时定期检查,防止松动后风量匹配不合理影响除尘效果。
⑥、多年使用的除尘管路有可能粉尘堆积在管路下方影响除尘效果,如车间内粉尘增高更换布袋也无明显改善,建议清理管路。
四、停机后的工作
1、关闭系统的电源、气源、水源。
2、及时清理设备周围积砂,打扫现场周围卫生。
3、冬季时,每班工作结束后,应将各水点放水阀打开,排净余水,再关闭放水阀。
4、认真作好点检(交接班)记录,把工作中和检查时发现的问题及时向下一班或有关人员汇报。

